
Mechanical Engineering MCQs – Pattern And Pattern Making ( Casting, Forming and Welding I ) MCQs

Latest Mechanical Engineering MCQs
By practicing these MCQs of Pattern And Pattern Making ( Casting, Forming and Welding I ) MCQs – Latest Competitive MCQs , an individual for exams performs better than before. This post comprising of objective questions and answers related to “ Pattern And Pattern Making ( Casting, Forming and Welding I ) Mcqs “. As wise people believe “Perfect Practice make a Man Perfect”. It is therefore practice these mcqs of Mechanical Engineering to approach the success. Tab this page to check ” Pattern And Pattern Making ( Casting, Forming and Welding I )” for the preparation of competitive mcqs, FPSC mcqs, PPSC mcqs, SPSC mcqs, KPPSC mcqs, AJKPSC mcqs, BPSC mcqs, NTS mcqs, PTS mcqs, OTS mcqs, Atomic Energy mcqs, Pak Army mcqs, Pak Navy mcqs, CTS mcqs, ETEA mcqs and others.
Mechanical Engineering MCQs – Pattern And Pattern Making ( Casting, Forming and Welding I ) MCQs
The most occurred mcqs of Pattern And Pattern Making ( ) in past papers. Past papers of Pattern And Pattern Making ( Casting, Forming and Welding I ) Mcqs. Past papers of Pattern And Pattern Making ( Casting, Forming and Welding I ) Mcqs . Mcqs are the necessary part of any competitive / job related exams. The Mcqs having specific numbers in any written test. It is therefore everyone have to learn / remember the related Pattern And Pattern Making ( Casting, Forming and Welding I ) Mcqs. The Important series of Pattern And Pattern Making ( Casting, Forming and Welding I ) Mcqs are given below:
Difference between Pattern and Casting
1. Which of the following statement is true?
a) Casting is the replica of the object to be cast
b) Pattern is the replica of the casting object
c) Casting and the pattern are same things
d) Molten material is casted into the casting cavity
Answer: b
Explanation: Pattern is the replica of the object. Except for the core prints and allowances, the pattern exactly resembles the casting.
2. Which of the following carries the mould cavity where the metal is to be poured?
a) Casting
b) Pattern
c) Sand
d) Core
Answer: b
Explanation: For casting to be made, the pattern is filled with the molten material and then it is allowed to be solidified, using proper cooling rates before it is extracted out.
3. Which of the following is ‘not’ an allowance given to the pattern for casting?
a) Shrinkage
b) Draft
c) Hole
d) Machining
Answer: c
Explanation: A hole is made during the machining or finishing of the casting and is not a type of allowance given to the pattern.
4. The following diagram shows the application of which of the allowances given to a pattern?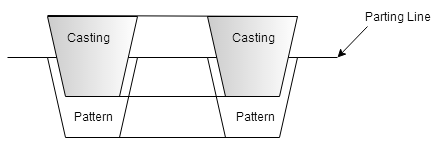
a) Shrinkage allowance
b) Draft allowance
c) Shake allowance
d) Distortion allowance
Answer: b
Explanation: Draft allowance is given so as to ease the removal of casting from the pattern without damaging the pattern. Hence, tapering the vertical faces with some draft allowance is provided which is machined later.
5. What will be the machining allowance for a bore of a 405mm cast iron object to be casted?
a) 1.0mm
b) 2.0mm
c) 3.0mm
d) 5.0mm
Answer: d
Explanation: The machining allowance for cast iron of various dimensions is shown in the table below.
| DIMENSIONS(mm) | ALLOWANCE(mm) | ||
|---|---|---|---|
| BORE | SURFACE | COPE SIDE | |
| upto 300 | 3.0 | 3.0 | 5.5 |
| 301-500 | 5.0 | 4.0 | 6.0 |
| 501-900 | 6.0 | 5.0 | 6.0 |
6. The quality of the final product is not dependent on _______________
a) Method of withdrawal of pattern
b) Allowance provided to the pattern
c) The complexity of the casting
d) The metal used in Casting
Answer: d
Explanation: Metal used in casting is a concern till its viscosity affect the flow or occupation to the cavity. This does not affect the final product physically, once the metal has solidified.
7. The life of a pattern is most likely to depend upon which of the following term?
a) Number of castings produced
b) Type of cooling rate of the casting
c) Size of the casting
d) Size of the pattern
Answer: a
Explanation: Obviously, the more casting produced means more exposure of the pattern to the elevated temperature of molten metals and hence, slowly causing distortion to the sand grains as well as the pattern material.
8. What is the function of cores in the casting process?
a) To support the pattern
b) To provide differential cooling rates at specific portions
c) To make holes and cavities
d) For ease of flow of the molten material
Answer: c
Explanation: Cores are the elements used to provide hollow cavities and holes in the pattern which are difficult or non profitable to be given after the casting is done by machining.
9. Which of the following is ‘not’ an advantage of the usage of pattern in a casting of metals?
a) Using patterns to cast objects, less time is consumed for mass production
b) It is cost efficient and profitable for mass production
c) Production of the pattern requires extra effort to cast the object
d) Cores in the pattern could be used to decrease the amount of machining done for making cavities
Answer: c
Explanation: Production of patterns requires additional efforts but is justified for mass production only, where more products are formed in less time and overcomes the effort and cost of making patterns.
10. A draft allowance is provided to ___________
a) All linear faces
b) Only the interior dimensions
c) Only the exterior dimensions
d) Only the dimensions that are perpendicular to the parting plane
Answer: d
Explanation: The draft allowance is used for those dimensions which are perpendicular to the parting plane, to give out a tapered face which is machined later.
Functions of a Pattern
1. Which of the following is not a part of the pattern at most times?
a) Mould cavity
b) Cope
c) Molten metal
d) Core
Answer: c
Explanation: Molten material is poured into the mould cavity to make a casting, after solidification and hence, it does not constitute the pattern.
2. Which of the following does not serve the purpose of using patterns in sand casting?
a) Contain core prints if the casting requires a core and need to be made hollow
b) To give the exact shape and size (in addition to the allowances) to the casting as that of the final object
c) Reduces the cost of production while used in mass production
d) Sometimes used to carry the mechanism to melt the metal/material which is to be poured into the cavity
Answer: d
Explanation: The pattern never carries or includes the mechanism to melt the metal, which needs to be poured into the cavity. This job needs to be done externally.
3. Name the missing part of the pattern in the diagram labelled as (?)?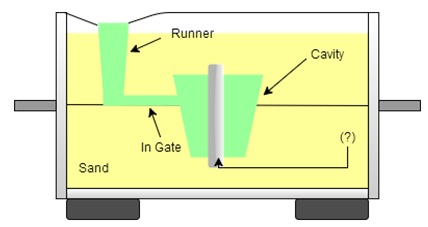
a) Core
b) Riser
c) Sprue
d) Mould cavity
Answer: a
Explanation: The illustrated part in the diagram is core. The core in a pattern is used to create holes or hollow cavities.
4. The function of a gated pattern is ___________
a) To produce small castings in mass production
b) To create castings of a very heavy mass
c) To create castings containing complex design
d) To create symmetrical castings
Answer: a
Explanation: Gated pattern manufactures huge no. of products using single time casting using a common gating inlet system. Hence, the casting needs to be small and simple and is only justified for mass production, as the pattern is used for 1-2 times only.
5. Which of the following factors affect the choice of a pattern at most times?
a) Size and complexity of the casting
b) Characteristics of castings
c) Type of molding and castings method to be used
d) Type of cooling rates to be provided
Answer: d
Explanation: The type of cooling rates depends upon the required strength in the casting, which cannot be controlled by the type of any pattern. Proper chills are to be used for that purpose.
6. Which of the following sequence is in the correct order to prepare a cast using the sand casting method?
[1] Mould making [2] Clamping [3] Pouring [4] Cooling [5] Trimming [6] Removal
a) 1,3,2,4,6,5
b) 2,1,3,4,5,6
c) 1,2,3,4,5,6
d) 1,2,3,4,6,5
Answer: d
Explanation: For a proper casting to be carried out, the correct order in which processes are to be executed out starts with mould making then clamping it then pouring the metal then cooling then removing it and at last trimming it or providing machining.
7. What is a function of a riser in a sand casting?
a) Provide good mobility to the molten metal
b) Prevent cavities due to shrinkage
c) To develop holes or hollow cavities in the casting
d) To provide differential cooling rates in specific areas of the casting
Answer: b
Explanation: The risers also known as feeders are used to decrease the phenomena of shrinkage during solidification of the molten metal.
8. Runners, gates and risers are attached to the pattern to __________
a) Provide ease of cooling
b) Provide feed to the molten material
c) Provide design to the casting
d) Enhance the finishing of the casting
Answer: b
Explanation: These external elements are added to the pattern or mould cavity to enhance the flow of molten metal, hence, to enhance the casting process.
Pattern Materials
1. Pattern cannot be constructed out of which of the following materials?
a) Wood
b) Wax
c) Oil
d) Metal
Answer: c
Explanation: Oil is used as fuels for melting metals in various furnaces. It cannot be used for constructing a pattern, while all other materials are used for making patterns.
2. Which of the following is not a criteria for selecting pattern materials?
a) Method of moulding
b) Establishment of parting line
c) Chances of repeat orders
d) Complexity of the casting
Answer: b
Explanation: While selecting a pattern, pattern establishing a part line is counted under functions of the pattern, and not under the criteria for selecting it. Whereas all the other remaining are factors used for choosing the right pattern materials.
3. Which among the following wood is most widely used for making patterns?
a) White Pine
b) Mahogany
c) Teak
d) Maple
Answer: a
Explanation: White Pine is used most widely for making patterns because, white pine wood is soft and it is also observed that, it is comparatively easy to work on this wood. Also, this wood is comparatively cheap.
4. Which of the following is considered to be light wood?
a) Mahogany
b) Maple
c) Birch
d) White Pine
Answer: d
Explanation: Among these four woods, White Pine is considered to be the lightest wood. White Pine is used most widely for making patterns because, white pine wood is soft and it is also observed that, it is comparatively easy to work on this wood.
5. Steel is an alloy of which two elements?
a) Iron and Brass
b) Brass and aluminium
c) Iron and carbon
d) Carbon and aluminium
Answer: c
Explanation: Steel is an alloy of carbon and iron. Carbon is present in the alloy up to 2% by weight and it takes up interstitial sites of the microstructure of iron. There are three types of alloys classified in this, high alloy steel, low alloy steel and medium alloy steel.
6. Which of the following is not a limitation of wooden patterns?
a) Get abraded easily
b) Absorb moisture
c) Difficult machining
d) Poor wear resistance
Answer: c
Explanation: Wooden patterns are the easiest to get machined than all the other materials which are used for making patterns, and hence is counted as one of its advantage and not limitation.
7. Metal patterns have a longer life than wooden pattern.
a) True
b) False
Answer: a
Explanation: It is true that, metal patterns have a longer life than wooden patterns, as metal patterns are stronger and accurate as compared to wooden patterns.
8. Which of the following is not a limitation of metal patterns?
a) Get rusted
b) Obtain rough surface finish
c) Expensive
d) Heavy
Answer: b
Explanation: In metal patterns, it is extremely easy to obtain a smooth surface finish. To achieve a smooth surface finish, it is counted as an advantage in metal patterns over wooden patterns.
9. Which of the following patterns do not withstand rough handling?
a) Aluminium
b) Cast iron
c) Brass
d) Steel
Answer: a
Explanation: It is one of the limitation of aluminium pattern that, it cannot withstand rough handling, while all other metal and alloy patterns can withstand it. Aluminium is the lightest metal known.
10. Which of the following has the lowest melting point?
a) Cast Iron
b) Steel
c) White Metal
d) Brass
Answer: c
Explanation: Among the given metals and metal alloys, white metal (tin base alloy) has the lowest melting point which is approximately 260 degrees Celsius.
11. Which of the following is the heaviest?
a) White
b) Brass
c) Cast Iron
d) Aluminium
Answer: b
Explanation: Aluminium and White metal are considered to be one of the lightest metals and alloys, whereas brass and cast irons are considered to be heavy materials. But, even among the two, brass is heavier than cast iron.
12. In Solid casting method, the resin mixture is kept for how much time for hardening and curing?
a) 1-2 hours
b) 2-3 hours
c) 3-4 hours
d) 4-5 hours
Answer: b
Explanation: A mould of Plaster of Paris is made, into which the resin mixture is poured, in solid casting. This mixture takes up 2-3 hours to harden and get cured.
13. Core boxes are made out of which pattern?
a) Plaster pattern
b) Wax pattern
c) Metal patterns
d) Polystyrene patterns
Answer: a
Explanation: A pattern is basically a duplicate of the object that has to be casted. It is one of the applications of plaster pattern to make core boxes and other small and intricate patterns.
14. What should the sulphur level in foam plastic be?
a) More than 1%
b) Between 0.5% to 1%
c) Less than 0.1%
d) Between 0.1% to 0.5%
Answer: c
Explanation: In foam plastic, for making pattern, the sulphur level must be below 0.1%. If the levels are higher than mentioned, it can be deleterious in manufacturing.
15. Which of the following patterns has high compressive strength?
a) Plastic pattern
b) Wax pattern
c) Polystyrene pattern
d) Plaster pattern
Answer: d
Explanation: Among plastic patterns, wax patterns and polystyrene pattern, it is plaster pattern which has the highest compressive strength. The calculated compressive strength is as high as up to 285kg/cm2.
Types of Pattern
1. Which of the following factor is not considered while selecting a kind of pattern?
a) Quantity of casting
b) Types of moulding method
c) Shape of the casting
d) Nature of moulding process
Answer: d
Explanation: Nature of moulding process is a factor used selecting pattern materials, whereas the quantity of casting, types of moulding method and shape of the casting are used for selecting a type of pattern.
2. Which type of pattern should be used for making stuffing box of the steam engine?
a) One piece pattern
b) Split Pattern
c) Sweep pattern
d) Gated pattern
Answer: a
Explanation: One piece pattern operations for moulding are used for manufacturing a small number of casting only. Hence, a stuffing box can be casted with this type of pattern.
3. The following figure represents which type of pattern?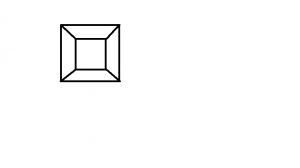
a) One piece pattern
b) Split Pattern
c) Sweep pattern
d) Gated pattern
Answer: a
Explanation: The given figure here is depicting a one piece pattern. Here, as we see, there are no loose pieces available or any joints that bring it together. As there are no components or loose pieces attached to it, it is a one piece pattern.
4. The following figure represents which pattern?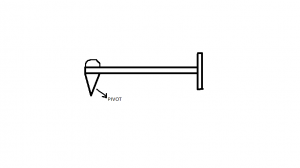
a) Follow board pattern
b) Gated pattern
c) Match plate pattern
d) Segmental pattern
Answer: d
Explanation: The following figure we see there is a pivot. This pivot rotates in two directions namely, clockwise and anti-clockwise directions. A pattern with such an apparatus is called as Segmental pattern.
5. In a three piece pattern moulding arrangement, what keeps the alignment between the two parts of the pattern?
a) Cope
b) Drag
c) Dowel pins
d) Cheek
Answer: c
Explanation: Cope and drag are the portions of upper and lower part of the split and cheek form the middle one. Dowel pins are used for the alignment work in the pattern.
6. Piston rings are produced using which pattern?
a) Sweep pattern
b) Gated pattern
c) Match plate pattern
d) Loose piece pattern
Answer: c
Explanation: Match plate pattern are usually used for manufacturing small castings on a big scale. Hence, piston rings of the engine are made using this pattern.
7. Match Plate pattern consumes more time in moulding operations than loose piece pattern.
a) True
b) False
Answer: b
Explanation: In loose piece pattern, the pattern is drawn out first and then the loose pieces, which consumes more time. On the other hand, match plate casting is used for small casting only, hence operates in less time.
8. Which of the following pattern operation is cheapest?
a) Sweep pattern
b) Gated pattern
c) Match plate pattern
d) Skeleton pattern
Answer: d
Explanation: Skeleton pattern uses the least amount of material for the operations on pattern and therefore, it does not need a lot of investment on its materials, making it inexpensive.
9. Which pattern operation is used for manufacturing wheel rims?
a) Follow board pattern
b) Segmental pattern
c) Sweep pattern
d) Gated pattern
Answer: b
Explanation: In segmental pattern, it does not revolve continuously to make the mould, but completes one part of the mould and then goes to make the next portion. Hence, such type of pattern is used for making wheel rims and big gears.
10. The skeleton pattern is filled with sand.
a) True
b) False
Answer: a
Explanation: In skeleton pattern, the skeleton is made up of wood and then sand is added to the pattern. After putting the sand, then the pattern is rammed.
Pattern Design
1. The designing of a pattern does not include which of the following feature?
a) To locate the direction of the parting line and adjust the component accordingly
b) To determine regions and measurement of draft angles and radii of the sharp edges where allowances are to be given
c) To recognize and abolish the region of or where the defects could take place during casting
d) To 3D print the design for making the pattern
Answer: d
Explanation: The printing of a design is executional operation of that casting design. The design is meant for study the casting structure and modify it accordingly if needed.
2. Calculate the size of cylindrical riser (height and dia equal) to feed a steel slab casting 25x25x5 cm.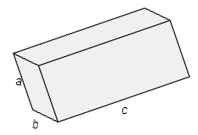
a) 10cm
b) 12.5cm
c) 14cm
d) Data insufficient
Answer: b
Explanation: a = 25cm b = 5cm c = 25cm
Modulus Mc = (a×b)/2(a+b) = Mc = (25×5)/2(25+5) = 125/60 = 2.0833cm
The riser diameter D = 6 x Mc = 6×2.0833 = 12.5cm.
3. Calculate the riser diameter for an annular cylinder of 30 cm outer diameter, 10 cm inner diameter and 30cm height. ( correction factor = 1.14)
a) 22cm
b) 20cm
c) 22.6cm
d) 20.6cm
Answer: c
Explanation: Core dia = 10cm Plate thickness = 10cm Correction factor = 1.14
Riser Volume = 0.48 x 18849 = 907.52 cm3
∴ Riser diameter = 22.585cm = 22.6cm.
4. The relation between modulus of riser and modulus extension factor is __________
a) ![]()
b) ![]()
c) ![]()
d) ![]()
Answer: a
Explanation: Mr` = 1.2⁄f Mc represents the correct relation between modulus of riser and modulus extension factor (MEF) where Mc is the modulus, f is the introduction factor or MEF and Mr` is the reduction in modulus. The MEF is required where the riser is required for longer times.
5. The preferred shape of a runner in a sand casting is ___________
a) Cylindrical
b) Spherical
c) Rectangular
d) Trapezoidal
Answer: d
Explanation: Trapezoidal runner is most preferable in sound sand casting as it provides good flow with less distortion or splattering of molten metal.
6. Find out the error(s) in the following design of a casting.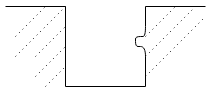
a) The vertical faces must be tapered ( provide draft allowance) only
b) The cavity must be created using some additional elements ( loose piece) only
c) The vertical faces must be tapered as well as the cavity must be created using loose piece
d) Nothing needs to be done ( no error)
Answer: c
Explanation: Draft allowances well as loose piece needs to be provided to the pattern in order to maintain the quality of the casting. The corrected design is drawn below: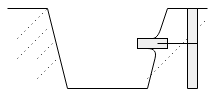
7. Riser for a sand casting can be designed using ___________
a) Modulus method
b) Cained method
c) Naval research laboratory method
d) All of the mentioned
Answer: d
Explanation: The three of these methods- modulus, Cained and NRLM are used to calculate and design Riser for a sand casting.
8. Rat tails and buckles in sand casting are caused by __________
a) Lower strength of the solidified metal
b) Lower refractoriness of the moulding sand
c) Lower strength of the moulding sand
d) Lower hardness of the moulding sand
Answer: c
Explanation: Lower strength of the moulding sand causes rat tails and buckles type of defect in manufacturing of casting.
9. Which of the following diagram is best suitable for least stress generation at the bent(s)?
a)
b)
c)
d)
Answer: c
Explanation: The diagram which has round filets around the inner as well as the outer corners, the tress generation will be least as compared to the other diagrams.
10. Parting line in the sand casting should be ___________
a) Simple and curved
b) Simple and straight
c) Irregular
d) Any type will not make a difference
Answer: b
Explanation: The parting line needs to be simple and straight to create a difference between upper part and lower part.
Pattern Making
1. Which of the following is not measuring, marking or layout tools?
a) Caliper
b) Trisquare
c) T-bevel
d) Compass Saw
Answer: d
Explanation: A caliper, a trisquare and a T-bevel are few of the tools used for measuring, marking and layout tools used by a pattern maker for making pattern. A compass saw is not a part of it.
2. Which of the following tool is not used for clamping purpose?
a) C-clamp
b) Trammels
c) Bar clamp
d) Hand Vice
Answer: b
Explanation: A trammel is a measuring, marking and layout tool. While C-clamp, bar clamp, and hand vice are tools which are used for clamping process.
3. Which of the following is not a sawing tool?
a) Coping saw
b) Pinch dog
c) Panel saw
d) Bow saw
Answer: b
Explanation: Pinch dog is one of the tools used for clamping processes. While coping saw, panel saw and bow saw are the different types of sawing tools.
4. Gimlet is which of the following tool?
a) Clamping tools
b) Drilling tool
c) Sawing tool
d) Wood planing tool
Answer: b
Explanation: Gimlet is one of the drilling and boring tools. Gimlet is used for making patterns but is not counted under clamping, sawing or wood planing tool.
5. Which of the following is not a drilling or boring tool?
a) Brace
b) Counter sink bit
c) Auger bit
d) Hand vice
Answer: d
Explanation: Hand vice is one of the tools used for clamping processes. While, brace, counter sink bit and ager bit are counted among drilling tools or boring tools.
6. Which of the following is not a wood planing tool?
a) Block plane
b) Scrub plane
c) Spokeshave
d) Centre bit
Answer: d
Explanation: Centre bit is counted among drilling and boring tool, whereas, bock plane, scrub plane and spokeshave are different types of wood planing tools.
7. A mallet comes under which type of tool?
a) Drilling tool
b) Clamping tool
c) Other pattern maker’s tool
d) Sawing tool
Answer: c
Explanation: A mallet comes under other pattern maker’s tool, as this tool cannot be used for drilling, clamping or sawing or any other classified purpose.
8. Which of the following pattern making machine works on two pulleys?
a) Circular saw
b) Band saw
c) Wood turning lathe
d) Jig saw
Answer: b
Explanation: A band saw utilises an endless metal saw band which has movement of two pulleys located one above the other in a vertical plane.
9. Which of the following pattern making machine makes wooden board?
a) Jointer
b) Drill press
c) Mortiser
d) Scroll saw
Answer: a
Explanation: A jointer or hand planer has its use in producing wooden boards and planks. Basically, a plane of uniform thickness.
10. Disc Sander is an abrasive type of machine.
a) True
b) False
Answer: a
Explanation: Abrasive type of machines has three types, belt sander, spindle sander and disc sander. Hence, disc sander is a type of abrasive type of machine.
Pattern Fillets
1. In pattern making, the term used for rounding out of external edges of the pattern is called as a fillet.
a) True
b) False
Answer: b
Explanation: The term used for rounding-out of external edges of the pattern is basically known as radii, and the rounding-out of internal corners of the pattern is known as the fillets on the pattern. Fillets are mainly provided to make uniform heating and cooling of the casting material and also for the less stress concentration.
2. Draft is generally provided to make a clearance between the pattern and the mould during pattern extraction.
a) True
b) False
Answer: a
Explanation: Draft angles are normally included into the pattern design to make easy extraction of a pattern from the mould cavity. Draft angles are used in most of the pro¬cesses in which a pattern is withdrawn from the mould prior to pouring. Draft is very necessary to provide a clearance between the pattern and the mould during pattern extraction.
3. It is not necessary to avoid any sharp internal corners from casting design, as it causes very negligible problems.
a) True
b) False
Answer: b
Explanation: Sharp internal corners on a casting design must be avoided whenever pos¬sible. The small volume of melt located in a casting’s internal corner quickly becomes superheated and transfer of heat becomes very difficult at this location, this further results in the formation of defects in the casting.
4. Lack of filleting of sharp corners in the casting design can cause hot spots in the casting.
a) True
b) False
Answer: a
Explanation: When filleting of sharp corners is not done properly, then it causes an interruption in cooling of casting that basically creates localized areas that solidify very slowly than the rest of the part, this result into the formation of hot spots in the casting, which causes various defects in the casting.
5. Sharp corners in casting design may cause defects in the casting but it helps in strengthening of pattern material.
a) True
b) False
Answer: b
Explanation: Sharp corners in casting design produce various defects in the castings and instead of strengthening, it makes the breaking of pattern material. Proper filleting reduces hot spots in the casting and eliminates defect from the casting. Fillets aid in the removal of the pattern from the mould and also strengthen the pattern.
6. Sharp corners in the casting design also produce the problem of sand inclusion in the castings.
a) True
b) False
Answer: a
Explanation: Sharp corners in the casting design causes hot spots which produce many casting defects, such as hot tears, metal penetration, shrinkage, cracking and gas-related defects. And the sharp edges on the metal are also prone to breaking off and may cause sand inclu¬sions in the casting.
7. In horizontally parted moulds, a draft is required for vertical as well as for horizontal surfaces of a pattern.
a) True
b) False
Answer: b
Explanation: The draft angle required on the pat¬tern mainly depends on the moulding process and the depth of pattern in the mould. Especially in horizontally parted moulds, only the vertical surfaces require a draft. Horizontal surfaces separate the pattern from the mould automatically during pattern removal.
8. In casting design, concave junctions are generally added to avoid the effect of sharp corners in the casting.
a) True
b) False
Answer: a
Explanation: To avoid the problem of sharp corners, usually concave junction or fillet is added, where the two casting surfaces meet. This fillet mixes the two intersecting surfaces and modifies internal corner into a rounded corner. This ef¬fectively avoids the small volume of sand in the corner that reduces hot spots in the casting.
9. In pattern fillets, the size of a fillet is usually determined by its width.
a) True
b) False
Answer: b
Explanation: In pattern fillets, the size of a fillet is generally determined by its radius, it is not measured by its width. Fillet sizes may vary, but it can be possible for a fillet to be too large. Proper filleting in the pattern makes the casting strong and more reliable that reduces the further cost of machining.
10. A very large fillet in casting design also may cause shrinkage defects in the casting.
a) True
b) False
Answer: a
Explanation: In pattern fillets, a large fillet adds extra metal to the junction, which also may cause shrinkage problems due to the variations in the volume of casting. So the best design is to main¬tain uniform section thickness whenever possible in the casting design to keep the casting stable and strong.
11. Sharp internal corner of the casting also causes the misrun defect in the casting.
a) True
b) False
Answer: b
Explanation: Sharp external corners can also produce casting defects. A misrun defect is basically caused by sharp external corners of the casting. External corners abruptly lose heat to the surrounding mould material and as a result, the corner might not fill completely that result into a misrun defect.
12. To avoid sharp external corners in casting design, rounding of external edges is done in pattern making that termed as radii.
a) True
b) False
Answer: a
Explanation: A radius is provided that termed as radii for rounding of external edges of a pattern to aid in removing the pattern from the mould and eliminating the sharp external edges from the casting. It also makes the casting more aesthetically pleasing than casting with sharper corners.
Finishing Patterns & Storing of Patterns
1. Finishing allowance to a pattern is generally provided to avoid various defects in the casting.
a) True
b) False
Answer: b
Explanation: Finishing allowance is generally provided for a machining process, the finish and accuracy achieved in sand casting are usually poor and therefore when the casting is functionally required to be of better surface finish, so the machining is required that is accomplished by providing finishing or machining allowance.
2. Finishing also includes removal of scales from the surface of the casting.
a) True
b) False
Answer: a
Explanation: When the casting is made in the mould cavity, some of the oxides layers called as scales adhere tightly to the surface of metal casting, which should be removed for making casting strong and durable. So to achieve this, proper finishing and cleaning are done with the help of tools to make casting free from scales.
3. Subsequent machining for products finishing does not require extra material to the metal casting, as it removes negligible amount of material from the casting.
a) True
b) False
Answer: b
Explanation: It is very necessary to include extra material to the metal casting to compensate it for subsequent machining which removes very fine particles to vanish roughness and to make casting smooth and aesthetically pleasant. Then the casting becomes ready for industrial application.
4. Which of the following ranges show the approx range of finishing depth (in mm) required for finished casting?
a) 2 to 20
b) 20 to 30
c) 30 to 35
d) 35 to 40
Answer: a
Explanation: The range of finishing depth basically depends on dimensions, the type of casting material and the surface finish required, but for the approximation, it comes in the range of 2 to 20 mm. In this range, casting can achieve greater surface smoothness and shiny surface with good appearance.
5. For finishing allowance, great care is taken while adding extra material to the molten metal.
a) True
b) False
Answer: a
Explanation: After extraction of casting from the mould cavity, the finishing allowance provided would ultimately have to be removed by machining. Hence, great care is taken while adding extra material as to maintain the cost of material. So it is always examined before finalizing for the production of casting.
6. Which of the following parts is used to keep the casting in for reducing the finishing allowance?
a) Centrifuge
b) Burette
c) Drag flask
d) Conical flask
Answer: c
Explanation: In finishing allowance, the entire casting is put in the drag flask to reduce the finishing allowance such that the dimensional variation and other defects due to the parting plane are reduced to a minimum. This part is widely used in the casting process to make the casting economical and sustainable.
7. Which of the following technologies is used in metal casting for reducing the product development time?
a) Radiography
b) UV radiation
c) Eddy current coiling
d) Rapid prototyping
Answer: d
Explanation: Rapid prototyping is used for decreasing the product development time in metal casting, in which parallel horizontal layers of material are formed with the help of equidistant layers in a computer through CAD software. This all is achieved by rapid prototyping without application of any finished pattern.
8. After providing the finishing allowance to the metal casting, it is not necessary to include shake allowance as it can be covered by finishing allowance.
a) True
b) False
Answer: b
Explanation: The purpose of shake allowance is totally different and opposite from finishing allowance. Shake allowance includes reducing of pattern dimensions, before implementing this, the casting made is generally large that is caused by the pattern removal which enlarges the mould cavity. So, shake allowance is provided, it is also called a negative allowance.
9. A Fillet is provided in the finishing of a pattern which is very small for shallow castings.
a) True
b) False
Answer: a
Explanation: Intersecting surfaces forming junctions of metal thickness are usually joined with fillets in order to avoid high stress concentrations in the metal casting. Shallow castings commonly have much smaller fillets, while the deep pockets and other interior complex corners may have larger fillets.
10. In finishing of a pattern, fillets are provided to eliminate the stresses completely from the metal casting.
a) True
b) False
Answer: b
Explanation: Stresses cannot be eliminated completely, only it can be reduced or distributed to the more part of the material. Fillet Radius makes the casting stronger because it redirects stresses from being concentrated at a sharp internal corner and distributes them over the broader volume of the fillet material.
11. Why is it important to take careful measurements/steps while storing the pattern?
a) They loose their shape and size
b) They get rusted
c) They get warped
d) All of the mentioned
Answer: d
Explanation: On long storage, if careful measurements are not taken then pattern materials tends to alter their dimension and the physical condition gets worse.
12. Temperature and humidity should be _________
a) Very low
b) Very high
c) Be controlled accordingly
d) Is not a matter of concern
Answer: c
Explanation: Neither too high nor too low temp is required but it is a factor to be controlled as to avoid pattern rusting or warping.
13. Time to time cleaning of stored pattern should be done by ___________
a) Distilled water
b) Dry cleaning
c) Treated with proper chemical fluids
d) Vegetable oils
Answer: b
Explanation: No dust or chemical or moisture should be left over the surface of the pattern for longer periods hence time to time dry cleaning is a must.
14. To ease the storing and assembly which of the following method is used by industries?
a) Colour pattern
b) Scanned copy/Photo
c) Coding and numbered
d) No measurements are taken
Answer: c
Explanation: Coding with numbers are the easier ways to distinguish the assemblies of patterns and ease its storing.
15. Which of the following method(s) is obsolete for storing fragile patterns?
a) They must be stored in kerosene
b) They must be stored in wax plated shelves
c) They must be stored in a wood wardrobe
d) They must be stored in foam
Answer: d
Explanation: Foam has the ability to absorb shocks and sudden impacts to a very higher extent. Hence, Fragile patterns are stored while wrapped in foam.
Pattern Colours
1. While imparting colours to the patterns, which colour scheme is followed?
a) Indian
b) American
c) Australian
d) Britain
Answer: b
Explanation: Colours are imparted to the patterns for recognising different parts and has many other advantages. During impartation certain colours and shades to the pattern, it is the American colour scheme that is followed.
2. Which of the following reason is not valid for pattern colouring?
a) Identification of main body
b) Visualising the to be machined surface
c) Indication of the type of metal
d) Locating parting surface
Answer: d
Explanation: Locating pattern surface is one of the steps of pattern construction, whereas the identification of the main body, visualising the, to be machined surface and indication of the type of metal are the reasons as to why a pattern is imparted colour.
3. Green colour is used for machined cast surface.
a) True
b) False
Answer: b
Explanation: Green colour is not given to any of the casting surfaces. Cast surfaces which are yet to be machined are imparted with red colour. Green colour, as a matter of fact, is not provided to any pattern.
4. Which colour is given to the cast surfaces which are to be left not-machined?
a) Red
b) Blue
c) Black
d) Yellow
Answer: c
Explanation: Provision of colour scheme makes it easy for one to detect the part and the operation to be performed on it. According to the American pattern colour scheme, black colour is to be given for cast surface left to be not-machined.
5. Which colour is given to loose pieces and seatings?
a) Red strip on yellow base
b) Yellow strip on red base
c) Black strip on yellow base
d) Yellow strip on black base
Answer: a
Explanation: Provision of colour scheme makes it easy for one to detect the part and the operation to be performed on it. According to the American pattern colour scheme, red strip on yellow base is to be given for loose pieces and seatings.
6. Which colour is given to core prints seats?
a) Red
b) Blue
c) Yellow
d) Black
Answer: c
Explanation: Provision of colour scheme makes it easy for one to detect the part and the operation to be performed on it. According to the American pattern colour scheme, yellow colour is to be given for core print seats.
7. Which colour is given to stop-offs or supports?
a) Yellow strip on black background
b) Red strip on yellow background
c) Black strip on yellow background
d) Yellow strip on red background
Answer: c
Explanation: Provision of colour scheme makes it easy for one to detect the part and the operation to be performed on it. According to the American pattern colour scheme, black strip on a yellow background is to be given for Stop-offs or the supports.
8. Which colour is given to parting surfaces?
a) Red
b) Black
c) Yellow
d) No colour
Answer: d
Explanation: Provision of colour scheme makes it easy for one to detect the part and the operation to be performed on it. According to the American pattern colour scheme, no colour is to be given for parting surfaces, that is, it has to be kept clear.
9. Which colour is provided on core prints for machined openings?
a) Black strips on yellow background
b) Yellow strips on black background
c) Red strips on yellow background
d) Yellow strips on black background
Answer: b
Explanation: Provision of colour scheme makes it easy for one to detect the part and the operation to be performed on it. According to the American pattern colour scheme, yellow strips on the black background is to be given for machined openings of core prints.
10. Which colour is given for surfaces, yet to be machined in cast surface?
a) Red
b) Black
c) Yellow
d) No colour
Answer: a
Explanation: Provision of colour scheme makes it easy for one to detect the part and the operation to be performed on it. According to the American pattern colour scheme, red colour is to be given for casting surfaces yet to be machined.
11. Pattern surfaces have black colour.
a) True
b) False
Answer: b
Explanation: Provision of colour scheme makes it easy for one to detect the part and the operation to be performed on it. According to the American pattern colour scheme, pattern surfaces do not have any colour at all.
Jointing Materials
1. To join pieces of timber in width and thickness is called?
a) Pattern filling
b) Mortising
c) Building-up
d) Brazing
Answer: c
Explanation: The process of joining pieces of timber in width and thickness is called as building-up. A mortise is a wood working machine, used for mortising tenon joints and brazing is used in welding.
2. Building-up process is used for making what?
a) Shields and boards
b) Dowels
c) Round pins
d) Belts
Answer: a
Explanation: None.
3. Which method is used for locking planks and bars?
a) Mortising
b) Building-up
c) Soldering
d) Brazing
Answer: a
Explanation: The process of locking planks and bars together at a given angle is called as mortising. A mortise is a wood working machine, used for mortising tenon joints. A mortise can also be used for cutting square holes in wood.
4. Wooden workpieces of a pattern set come in which of the following type?
a) Triangular
b) Circular
c) Hexagonal
d) Pentagonal
Answer: b
Explanation: Wooden workpieces of a pattern set to come in circular type which are used for making annular parts and elements having a trough shape.
5. Rectangular wooden workpiece of a pattern set is not used for making?
a) Shields
b) Boards
c) Boxes
d) Drum type elements
Answer: d
Explanation: Drum type elements are made using circular wooden workpiece of a pattern set, while the remaining ones are made out of the rectangular wooden workpiece.
6. Design of pattern elements and method of jointing depend on?
a) Strength
b) Hardness
c) Ductility
d) Brittleness
Answer: a
Explanation: The design of the elements of pattern and its method of joining depends on the strength and the accuracy to which the pattern has to be made.
7. What shape does fillet pieces have?
a) Convex
b) Concave
c) Convex and concave
d) Plane
Answer: b
Explanation: Fillets have different construction for the straight and the corners which are not split. They are made up of milled concave pieces stuck in their position.
8. The following wooden workpiece is which type of pattern set?
a) Cylindrical
b) Trough shaped
c) Drum-type
d) Rectangular
Answer: d
Explanation: The given figure represents a rectangular wooden workpiece, while the other remaining three are types of cylindrical pattern set.
9. What should the radius of fillet be to allow fillet sharp angles?
a) More than 15mm
b) Less than 10mm
c) Between 10mm and 15mm
d) More than 20mm
Answer: b
Explanation: Radius of the fillet in order to allow filleting sharp angles, must be less than 10mm, in all classes of pattern. If the radius exceeds this value or goes below it, there would be defects in the cast.
10. Mortising does locking at given angles.
a) True
b) False
Answer: a
Explanation: A mortise is a wood working machine, used for mortising tenon joints and the process of locking planks and bars together at a given angle is called as mortising. A mortise can also be used for cutting square holes in wood.